

联系电话:13950054212
+
 微信号:这个位置写微信号
微信号:这个位置写微信号

微信号:这个位置写微信号





机箱钣金加工的工艺流程
来源:www.fjbclaser.com 发布时间:2025年04月01日
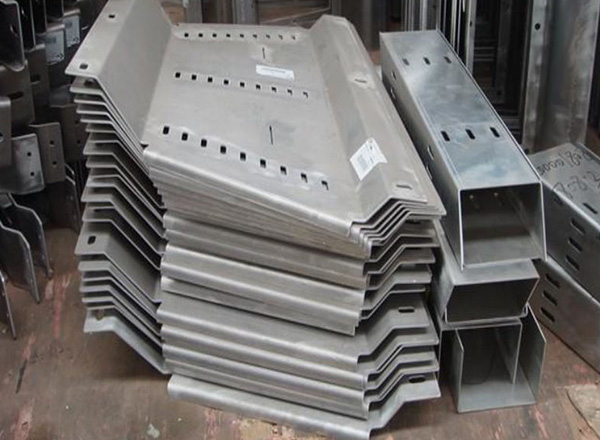
福州机箱钣金加工是一项复杂而精细的制造过程,它涉及多个步骤,每个步骤都对产品的质量和性能起着关键作用。下面将详细介绍机箱钣金加工的工艺流程。

## 设计图纸
首先,根据客户需求和产品功能要求,设计机箱的二维或三维图纸。图纸应标注尺寸、形状、公差要求以及表面处理等细节,确保加工过程有明确的指导依据。这一步是整个工艺流程的基础,直接影响后续加工的准确性和效率。
## 材料准备
依据设计要求,选择合适的钣金材料。常见的机箱钣金材料有冷轧板、镀锌板、铝板等。材料的厚度、材质特性需与产品的使用环境和性能需求相匹配。在采购材料时,要严格把控质量,确保材料表面无瑕疵、平整光滑,符合相关标准。
## 下料
下料是将选定的钣金材料按照设计图纸的尺寸要求进行裁剪的过程。常用的下料方法有激光切割、数控冲床冲压、剪板机裁剪等。激光切割具有精度高、切口光滑、可加工复杂形状等优点,适用于各种高精度要求的机箱部件下料;数控冲床冲压则适合批量生产,能够快速准确地冲出各种形状的孔和轮廓;剪板机裁剪一般用于简单形状的直线切割,效率较高但精度相对较低。下料过程中要注意控制尺寸偏差,确保裁剪后的材料符合设计要求。
## 折弯
折弯是将下料后的钣金件按照设计角度进行弯曲成型的工序。通过折弯,可以使平板状的钣金材料变成具有特定形状的机箱部件,如侧板、顶板、底板等。折弯操作需要使用折弯机,并根据材料的厚度、材质以及折弯角度调整合适的折弯参数,如折弯压力、折弯速度等。在折弯过程中,要注意控制折弯角度的精度和折弯处的平整度,避免出现角度偏差、裂纹或起皱等缺陷。
## 焊接
对于一些需要将多个钣金部件连接在一起的机箱结构,焊接是必不可少的工艺环节。焊接方法有多种,如电弧焊、二氧化碳气体保护焊、点焊等。选择合适的焊接方法取决于材料类型、焊接部位的要求以及生产效率等因素。焊接过程中要严格控制焊接参数,如焊接电流、电压、焊接速度等,确保焊缝质量良好,无气孔、夹渣、虚焊等缺陷。同时,要注意焊接变形问题,可通过合理的焊接顺序、焊接工艺措施等来减少变形对机箱整体尺寸和形状的影响。
## 表面处理
表面处理可以提高机箱的耐腐蚀性、美观度以及导电性等性能。常见的表面处理工艺有镀锌、喷塑、电泳涂装等。镀锌可以在钣金表面形成一层锌层,有效防止生锈;喷塑则能赋予机箱各种颜色和质感,起到装饰和防护作用;电泳涂装具有涂层均匀、附着力强等优点,常用于对外观和防腐要求较高的机箱产品。表面处理前,需对钣金件进行脱脂、除锈、磷化等预处理,以确保表面处理效果良好。
## 装配
将经过加工和表面处理的各个钣金部件按照设计要求进行组装,形成完整的机箱。装配过程中要注意各部件之间的配合精度,确保连接牢固、位置准确。使用合适的紧固件,如螺丝、螺母、铆钉等,将部件固定在一起。同时,要检查机箱内部的布线空间、通风孔位置等是否符合设计要求,保证机箱的功能性和实用性。
## 质量检测
在机箱钣金加工完成后,进行严格的质量检测。检测内容包括尺寸精度检测、外观质量检查、性能测试等。尺寸精度检测可使用量具,如卡尺、千分尺、三坐标测量仪等,确保机箱各部分尺寸符合设计图纸要求;外观质量检查主要查看表面是否有划痕、磕碰、变形、涂层缺陷等问题;性能测试则根据机箱的使用要求进行,如防护等级测试、电磁兼容性测试、散热性能测试等。对于检测不合格的产品,要及时进行返工或报废处理,确保交付的机箱产品质量合格。
机箱钣金加工的每个工艺流程都紧密相连,任何一个环节的疏忽都可能影响到整个产品的质量。只有严格按照工艺流程进行操作,加强质量控制,才能生产出高质量、满足客户需求的机箱产品。
## 设计图纸
首先,根据客户需求和产品功能要求,设计机箱的二维或三维图纸。图纸应标注尺寸、形状、公差要求以及表面处理等细节,确保加工过程有明确的指导依据。这一步是整个工艺流程的基础,直接影响后续加工的准确性和效率。
## 材料准备
依据设计要求,选择合适的钣金材料。常见的机箱钣金材料有冷轧板、镀锌板、铝板等。材料的厚度、材质特性需与产品的使用环境和性能需求相匹配。在采购材料时,要严格把控质量,确保材料表面无瑕疵、平整光滑,符合相关标准。
## 下料
下料是将选定的钣金材料按照设计图纸的尺寸要求进行裁剪的过程。常用的下料方法有激光切割、数控冲床冲压、剪板机裁剪等。激光切割具有精度高、切口光滑、可加工复杂形状等优点,适用于各种高精度要求的机箱部件下料;数控冲床冲压则适合批量生产,能够快速准确地冲出各种形状的孔和轮廓;剪板机裁剪一般用于简单形状的直线切割,效率较高但精度相对较低。下料过程中要注意控制尺寸偏差,确保裁剪后的材料符合设计要求。
## 折弯
折弯是将下料后的钣金件按照设计角度进行弯曲成型的工序。通过折弯,可以使平板状的钣金材料变成具有特定形状的机箱部件,如侧板、顶板、底板等。折弯操作需要使用折弯机,并根据材料的厚度、材质以及折弯角度调整合适的折弯参数,如折弯压力、折弯速度等。在折弯过程中,要注意控制折弯角度的精度和折弯处的平整度,避免出现角度偏差、裂纹或起皱等缺陷。
## 焊接
对于一些需要将多个钣金部件连接在一起的机箱结构,焊接是必不可少的工艺环节。焊接方法有多种,如电弧焊、二氧化碳气体保护焊、点焊等。选择合适的焊接方法取决于材料类型、焊接部位的要求以及生产效率等因素。焊接过程中要严格控制焊接参数,如焊接电流、电压、焊接速度等,确保焊缝质量良好,无气孔、夹渣、虚焊等缺陷。同时,要注意焊接变形问题,可通过合理的焊接顺序、焊接工艺措施等来减少变形对机箱整体尺寸和形状的影响。
## 表面处理
表面处理可以提高机箱的耐腐蚀性、美观度以及导电性等性能。常见的表面处理工艺有镀锌、喷塑、电泳涂装等。镀锌可以在钣金表面形成一层锌层,有效防止生锈;喷塑则能赋予机箱各种颜色和质感,起到装饰和防护作用;电泳涂装具有涂层均匀、附着力强等优点,常用于对外观和防腐要求较高的机箱产品。表面处理前,需对钣金件进行脱脂、除锈、磷化等预处理,以确保表面处理效果良好。
## 装配
将经过加工和表面处理的各个钣金部件按照设计要求进行组装,形成完整的机箱。装配过程中要注意各部件之间的配合精度,确保连接牢固、位置准确。使用合适的紧固件,如螺丝、螺母、铆钉等,将部件固定在一起。同时,要检查机箱内部的布线空间、通风孔位置等是否符合设计要求,保证机箱的功能性和实用性。
## 质量检测
在机箱钣金加工完成后,进行严格的质量检测。检测内容包括尺寸精度检测、外观质量检查、性能测试等。尺寸精度检测可使用量具,如卡尺、千分尺、三坐标测量仪等,确保机箱各部分尺寸符合设计图纸要求;外观质量检查主要查看表面是否有划痕、磕碰、变形、涂层缺陷等问题;性能测试则根据机箱的使用要求进行,如防护等级测试、电磁兼容性测试、散热性能测试等。对于检测不合格的产品,要及时进行返工或报废处理,确保交付的机箱产品质量合格。
机箱钣金加工的每个工艺流程都紧密相连,任何一个环节的疏忽都可能影响到整个产品的质量。只有严格按照工艺流程进行操作,加强质量控制,才能生产出高质量、满足客户需求的机箱产品。
上一条:
没有了
下一条:
不锈钢激光切割运用的技术原理





 添加微信
添加微信
 电话咨询
电话咨询
